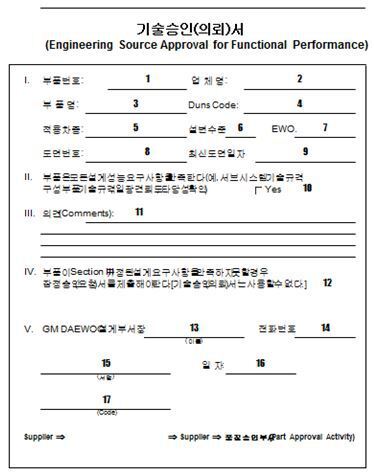
기술승인(의뢰)서 작성요령; 기술승인서, 기술의뢰서 1. 부품번호 PPAP용으로 제출되는 부품번호 2. 업체명 해당 제조공장의 업체이름 3. 부품명 완성차 설계부서에서 부여한 부품 이름 4. Duns Code 공급자 제조공장에 부여된 Duns 번화 5. 적용차종 부품의 적용되는 Program명 6. 설변수준 PPAP 제출에 관련된 설계변경 수준 7. EWO No. PPAP 제출과 관련된 도면변경을 할 수 있는 Engineering Work Order 번화(ECS No 가능) 8. 도면 번화 부품번화가 기입 된 도면 번호 9. 최신 도면일자 제출되는 도면의 최신 개정일자 10.부품이 설계요구사항을 만족하는 경우 - 부품이 설계요구 사항을 만족하는 경우에 표기한다. 만족하지 않을 경우 Section 4에 언..